В 2014-2015 годах комбинат освоил выпуск нового вида продукции – изделия для разливки сталей, выпускаемых малыми сериями. Это шамотные изделия марки HShS. Такие изделия используются машиностроительными предприятиями, имеющими малотоннажное сталеплавильное производство в рамках собственных литейных цехов. Особенность малосерийного производства на таких заводах в том, что каждая плавка уникальна по своему составу и брак на отливках недопустим. Поэтому литейщики очень тщательно подходят к выбору поставщика огнеупорных изделий для сталепроводного тракта.
Особенность производства изделий марки HShS – огромный ассортимент при ограниченной серийности производства, ввиду чего для комплектации заказов выпуск производился одновременно в двух цехах – ЦСП и цехе №4. Первые поставки производились одному из крупных заказчиков, где АО «БКО» пришлось конкурировать с аналогичной продукцией, поставляемой из восточно-европейской страны. Постепенно расширяя ассортимент, комбинат провёл активную политику импортозамещения.
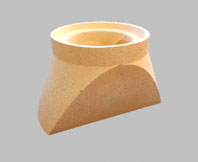
В настоящее время по заявке другого крупного предприятия отрасли машиностроения осваивается выпуск новых фасонных изделия марки HShS – специальных питателей. За скромным названием скрываются керамические вихревые затворы, так называемые шлакоуловители, широко используемые в основном в литейном производстве стали и высокопрочного чугуна. Эти части литников работают по принципу разной объёмной плотности расплава, шлака и других примесей. Гидравлические затворы устанавливаются на разливочных путях. Расплавленный металл с линии разливки выбрасывается внутрь ёмкости. Во время этого вращательного движения частицы плавают к поверхности расплава по принципу разной плотности. Спокойный и очищенный металл по распределительным каналам попадает в форму.
Сложная форма изделий не поставила в тупик технологов, конструкторов и механиков комбината. В короткие сроки была разработана оригинальная конструкция пресс-формы для гидравлического пресса ДО-234 №1 цеха №4. Форма сама по себе – сложный механизм. После изготовления в РМЦ, доводка формы, работа её исполнительных механизмов, производилась на прессе в цехе №4. Эта сложная и кропотливая работа была выполнена. В начале марта была спрессована первая партия питателей. Пройдя все технологические переделы, изделия поступили на склад готовой продукции и подготавливаются к отправке заказчику для проведения испытаний.
Статья подготовлена техническим отделом
